











1.ЧАОАЃК
ТСЕЅАхвбДѓСПгІгУгкНЈжўаавЕЁЃФЛЧНЁЂНЈжўФкЪЮУцЁЂТСУХДАЁЂЙёЬЈЁЂТЅЬнЗіЪжЁЂЛ№ГЕГЕЯсФкБкЁЂЕчЬнМфКЭЦфЫћашвЊзАЪЮЕФСуВПМўЃЌИќЦкД§ЕУЕНвЛжжгыздШЛФОЮЦЭМАИКЭЩЋдѓЕФМЗбЙаЭВФЃЌЪЙВњЦЗИќМгУРЙлаЕїЃЌгаФмБЃГждгаЕФФЭЪДадЁЂФЭФЅадЁЃ
2.ЗТФОЮЦзХЩЋЗНЗЈМАгХШБЕуЃК
3. ЕчЛЏбЇЗЈжЦБИФОЮЦаЇЙћФЄВу
3.1жївЊГЩЗжКЭЙЄвеЬѕМў
3.2ФОЮЦЙЕВлЕФЦ№дДЗЂеЙКЭжежЙ
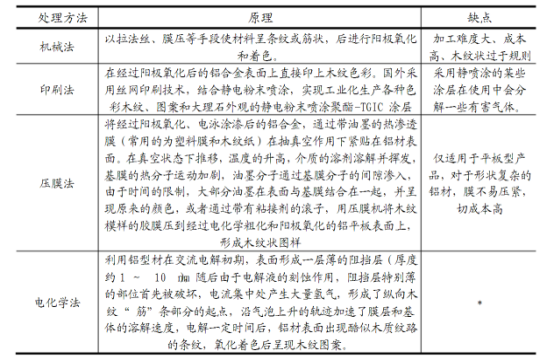
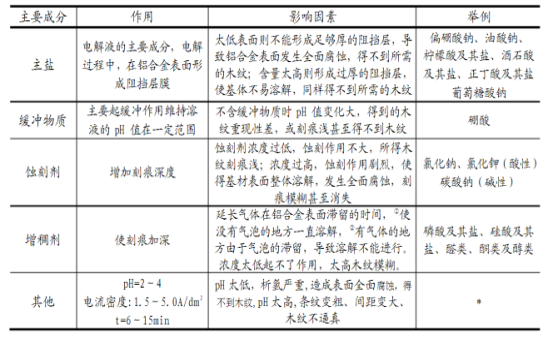
НЛСїЕчНтГѕЦкЃЌБэУцаЮГЩвЛВуБЁЕФзшЕВВуЃЈКёЖШдМ1ЁЋ10nmЃЉЃЌЫцКѓгЩгкЕчНтвКЕФПЬЪДзїгУЃЌзшЕВВуЬи
Б№БЁЕФВПЮЛЪзЯШБЛЦЦЛЕЃЈШчЪДПгЁЂМадгЮяЁЂН№ЪєЛЏКЯЮяЕШШБЯнДІЃЉЃЌЕчСїМЏжаДІВњЩњДѓСПЧтЦјЃЌаЮГЩСЫзнЯђ
ФОЮЦ“ Ню”ЬѕВПЗжЕФЦ№ЕуЃЌбиЦјХнЩЯЩ§ЕФЙьМЃМгЫйСЫФЄВуКЭЛљЬхЕФШмНтЫйЖШЁЃЕБФОЮЦЗЂеЙЕФЩЯЗНУЛгагіЕНЦфЫћФОЮЦдЃЈИїжжШБЯнЃЉЛђепвђЮЊЩЯЗНЕФбѕЛЏФЄжТУмВЂЧвгыЛљЬхИНзХадКУЃЌЧтЦјХнЩЯИЁЁЂвнГіЛЙВЛзувдЫКСбетВПЗжбѕЛЏФЄЃЌДЫЪБФОЮЦЙЕВлОЭжежЙСЫЃЌдкЪЪЕБЕФЮЛХZгжжиаТПЊЪМЁЃЕчНтвЛЖЈЪБМфКѓЃЌТСВФБэУцГіЯжПсЫЦФОжЪЮЦТЗЕФЬѕЮЦЃЌбѕЛЏзХЩЋКѓГЪЯжФОЮЦЭМАИЁЃ
3.3ФОЮЦЮЦТЗЗНЯђ
ФОЮЦЮЦТЗЃЈЙЕВлЃЉЗНЯђЪМжебиЧтЦјЦјХнЩЯИЁЕФжиСІЗНЯђаЮГЩЃЌгыЪдбљЕФдўжЦбЙКлЗНЯђЮоЙиЁЃ
3.4ШЅФЄЙЄве
ФОЮЦДІРэКѓЃЌБэУцаЮГЩзшЕВВуКЭКкЩЋВњЮяЃЌШєВЛГ§ШЅетВуКкЩЋЮяжЪЖјжБНгНјаабєМЋбѕЛЏЃЌдђЛсЮлШОбѕЛЏвКЃЌзюжеНЋжБНггАЯьзХЩЋЕФОљдШадКЭФЭОУадЃЌашвЊНјааЭЫФЄДІРэЁЃЭЈГЃЭЫФЄДІРэЙЄвеЮЊМюадЃЌpHжЕвЛАудк10зѓгвЃЌДІРэЪБМфдк2ЁЋ7min жЎМфЃЌЮТЖШИпЃЌДІРэЪБМфЖЬЃЌЗДжЎдђГЄЃЌЕфаЭЕФЙЄвеШчЯТЃК
1ЃЉ50ЁЋ60g/L Na2CO3ЃЌT=50ЁЋ65ЁцЃЌt=1ЁЋ2minЁЃ
2ЃЉ5ЁЋ15g/L NaOH ЃЌ2ЁЋ8g/L NaHCO3ЃЌpH=10ЁЋ11ЃЌT=40ЁцЃЌt=2ЁЋ7minЁЃ 3ЃЉ25ЁЋ35g/L Na2CO3ЃЌ5ЁЋ10g/L NaHCO3ЃЌpH=10.4ЃЌT=31ЁЋ34ЁцЃЌt=7minЁЃ
3.5ЕчЛЏбЇЗТФОЮЦДІРэХфЗНВЮПМЃК
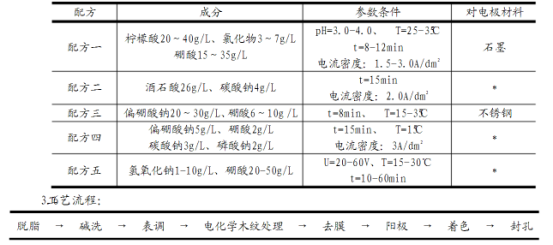
3.6бљЦЗеЙЪОЃК
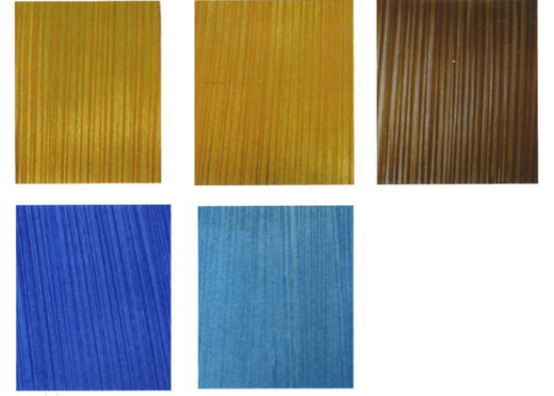
1.ЭСЛЦЩЋ
A: ДзЫсзъ 40g/L 15-20min B: ИпУЬЫсМи 20g/L 1-5min
ЙЄвеЬѕМў:бѕЛЏЪБМф20-40minЃЌзХЩЋЮТЖШ30-35ЁцЃЌЯШдкAШмвКНўХнКѓЫЎЯДдйНўШыBШмвКЃЌНСАшШмвКЛђЖЖЖЏЙЄМўЁЃ
2.РЖЩЋ:
A: бЧЬњЧшЛЏМи10g/L 6-10min B: СђЫсЬњ 10g/L 20-60s
ЙЄвеЬѕМў:бѕЛЏЪБМф20-40minЃЌзХЩЋЮТЖШ25-30ЁцЃЌЯШдкAШмвКНўХнКѓЫЎКѓЫЎЯДдйНўШыBШмвКЃЌНСАшШмвКЛђЖЖЖЏЙЄМў



